
В железнодорожной отрасли и вагоноремонтном производстве одной из ключевых операций является замена колесных центров или бандажей на оси. Без специализированного оборудования выполнить эту задачу невозможно из-за огромных усилий, требующихся для соединения деталей с натягом. Для этих целей используются гидравлические стенды, способные развивать усилие от 100 до 500 тонн и более. Основной рабочий инструмент такого оборудования — пресс колесных пар, который обеспечивает точное позиционирование и контролируемое усилие запрессовки. Современные стенды оснащаются системами автоматического контроля, записывающими диаграммы «усилие-путь», что позволяет браковать соединения с отклонениями. В данном материале рассмотрены конструктивные особенности, виды таких стендов и правила их эксплуатации.
Типы стендов и их конструктивные особенности
Все стенды для распрессовки/напрессовки колесных пар делятся на две большие группы: стационарные (для крупных депо) и передвижные (для полевого ремонта). Стационарные модели, в свою очередь, различаются по расположению оси — горизонтальные и вертикальные. Горизонтальные стенды более распространены, так как позволяют обрабатывать колесные пары любой длины без дополнительных подъемных механизмов.
- Горизонтальные двухстоечные стенды. Наиболее популярная конструкция для вагоноремонтных заводов. Состоят из станины с направляющими, двух гидравлических цилиндров (левый и правый), подвижной и неподвижной траверс. Колесная пара фиксируется центратором, после чего цилиндры одновременно или поочерёдно запрессовывают колеса на ось. Максимальное усилие — до 300 тс для грузовых вагонов и до 500 тс для локомотивов.
- Вертикальные стенды. Используются для тяжелых колесных пар (например, тепловозных) или при ограниченной площади цеха. Ось устанавливается вертикально, колесо напрессовывается сверху вниз. Плюсы — меньшая занимаемая площадь (до 30% экономии), минусы — сложность центровки и необходимость в мощном верхнем кране для подачи деталей.
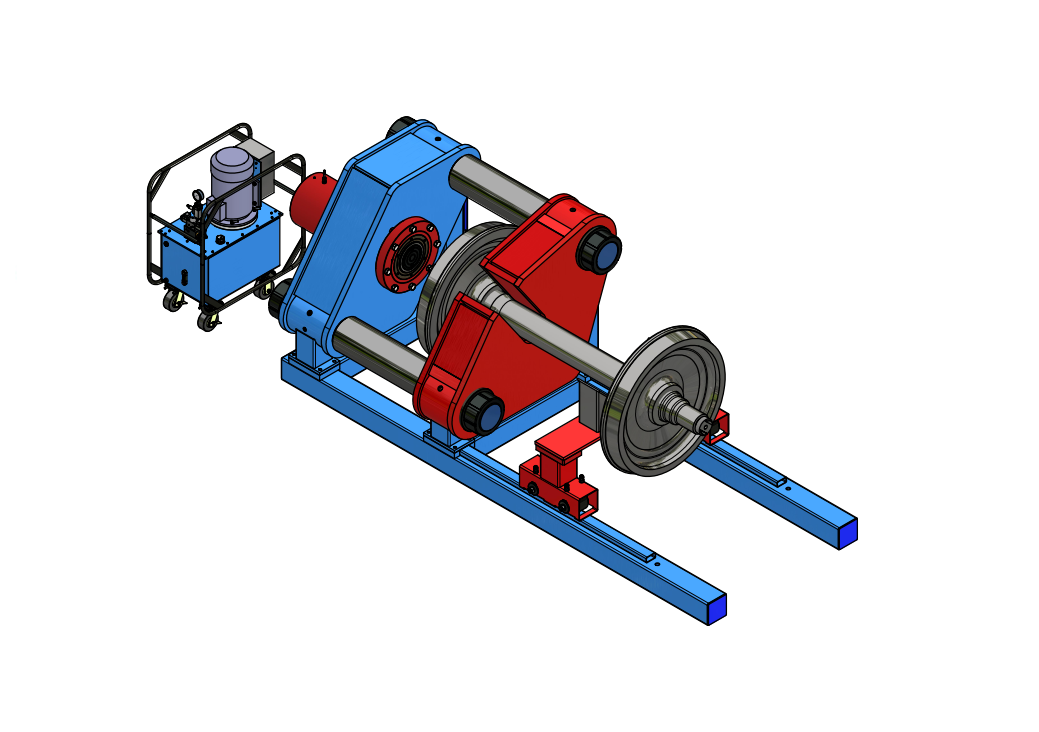
- Мобильные стенды. Представляют собой гидравлическую тележку с насосной станцией и двумя захватами. Развивают усилие до 150 тс, используются для аварийного ремонта на перегонах или в оборотных депо. Работают от дизельного или электрического привода. Погрешность измерения усилия выше, чем у стационарных (до 5% против 1,5%).
Дополнительно стенды классифицируются по типу управления: ручные (оператор вручную регулирует клапаны), полуавтоматические (заданное усилие и скорость поддерживаются электроникой) и автоматические (с программированием циклов, архивированием результатов и выдачей этикеток). Для ремонтных предприятий с высоким потоком (более 50 колесных пар в смену) рекомендуется автоматический уровень.
Технологический процесс и требования к эксплуатации
Распрессовка и напрессовка колесных пар — ответственная операция, влияющая на безопасность движения. Перед началом работ ось и посадочное отверстие колеса очищают от коррозии, измеряют микрометром в трёх поясах. Допустимый натяг для грузовых вагонов — 0,15–0,35 мм, для пассажирских — 0,10–0,28 мм. Если натяг выходит за пределы, колесо бракуют или растачивают отверстие.
- Подготовка стенда. Проверяется уровень масла в гидробаке, калибруются датчики давления и линейные перемещения (диапазон хода обычно 300–600 мм). Подвижная траверса смазывается, на направляющие наносят тонкий слой консистентной смазки. Включается система регистрации диаграммы — самописец или ПК с программой.
- Установка колесной пары. Кран-балкой или мостовым краном колесная пара подаётся на ложементы стенда. Центрируется по оси с помощью винтовых упоров или пневматических зажимов. Для напрессовки второго колеса ось переворачивается, либо используется двухсторонний стенд с двумя цилиндрами.
- Процесс напрессовки. Оператор задаёт конечное усилие и скорость подачи (обычно 2–5 мм/с для предотвращения задиров). Гидроцилиндр плавно вдвигает ось в колесо. Контроль ведётся по диаграмме: усилие должно монотонно возрастать, без резких скачков или провалов. Если на графике появляется «зуб» или «плато» — это признак смятия микронеровностей или перекоса, процесс останавливают и проверяют посадку.
- Контроль и документирование. После достижения заданного усилия (обычно 120–200 тс для грузовых вагонов) стенд автоматически фиксирует конечное положение. Оператор замеряет базовое расстояние от торца оси до ступицы колеса (допуск ±1 мм). Результаты распечатываются или сохраняются в базе данных — они обязательны для приёмки колёсной пары представителем ОТК.
Периодичность поверки стенда — раз в 12 месяцев, при этом проверяются манометры, датчики пути и система аварийной остановки. Раз в месяц проводят тестовую напрессовку на эталонной втулке с известным натягом. Нарушение регламента калибровки ведёт к браку: недопрессовка (ослабление колеса при движении) или перепрессовка (растрескивание ступицы).
Типичные неисправности и способы их устранения
Наиболее частые проблемы при эксплуатации стендов — утечки масла через уплотнения гидроцилиндров (замена манжет каждые 1500 часов работы), износ направляющих станины (контроль зазора щупом не чаще 0,2 мм) и дрейф нуля тензодатчиков (требуется ежесменное обнуление перед началом работ). При появлении посторонних шумов в насосе необходимо промыть гидравлическую систему и заменить фильтр (тонкость фильтрации 10–20 мкм). Эксплуатация стенда с неисправной системой регистрации усилий запрещена правилами безопасности Ростехнадзора, так как отсутствие диаграммы не позволяет доказать качество запрессовки в случае схода колёсной пары с рельсов.



